hydraulic oil seal types
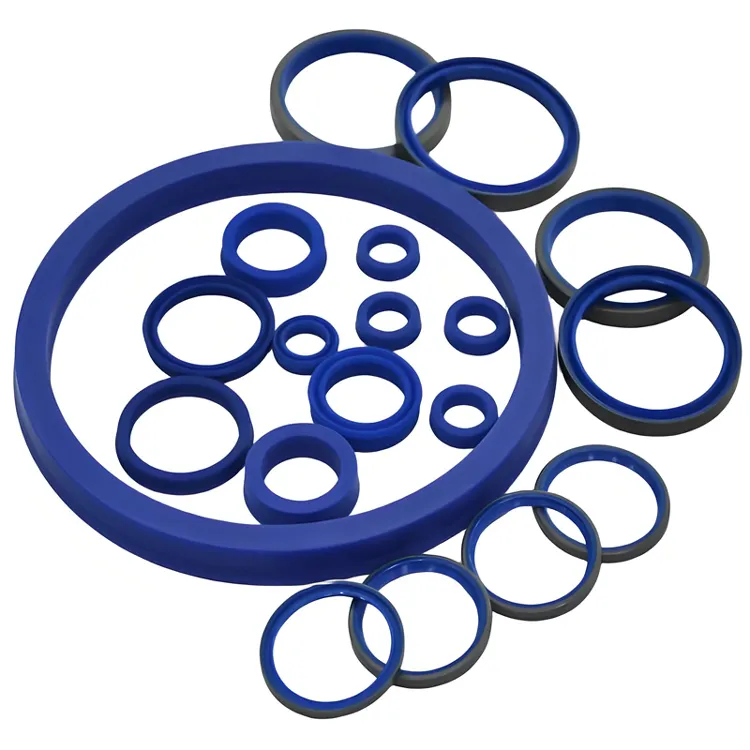
Hydraulic oil seals are crucial components in hydraulic systems, designed to prevent fluid leakage and maintain system pressure while keeping contaminants out. These seals come in various types including piston seals, rod seals, wiper seals, and rotary seals, each serving specific functions in hydraulic applications. Piston seals work within cylinders to create a seal between the piston and cylinder wall, ensuring efficient fluid movement. Rod seals prevent external leakage where the rod extends from the cylinder, while wiper seals act as the first line of defense against external contamination. Rotary seals are specialized for rotating shaft applications, maintaining seal integrity during dynamic movement. The materials used in these seals, including nitrile rubber, polyurethane, and PTFE, are carefully selected to withstand high pressures, extreme temperatures, and various fluid types. Modern hydraulic oil seals incorporate advanced design features such as energized lips, backup rings, and specialized surface treatments to enhance performance and longevity. These components are essential in industries ranging from construction equipment and manufacturing machinery to aerospace applications and mobile hydraulics, where reliable fluid power transmission is critical for operation.