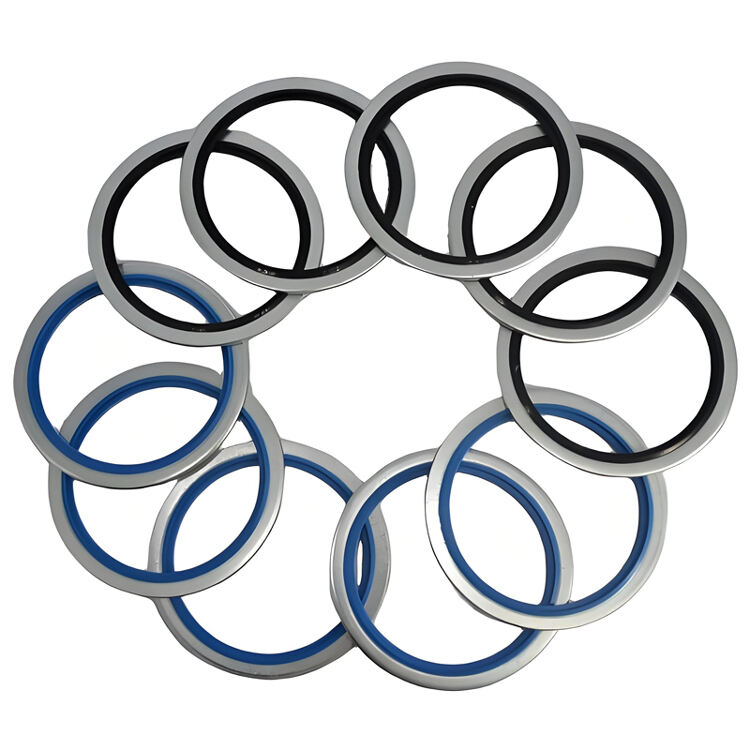
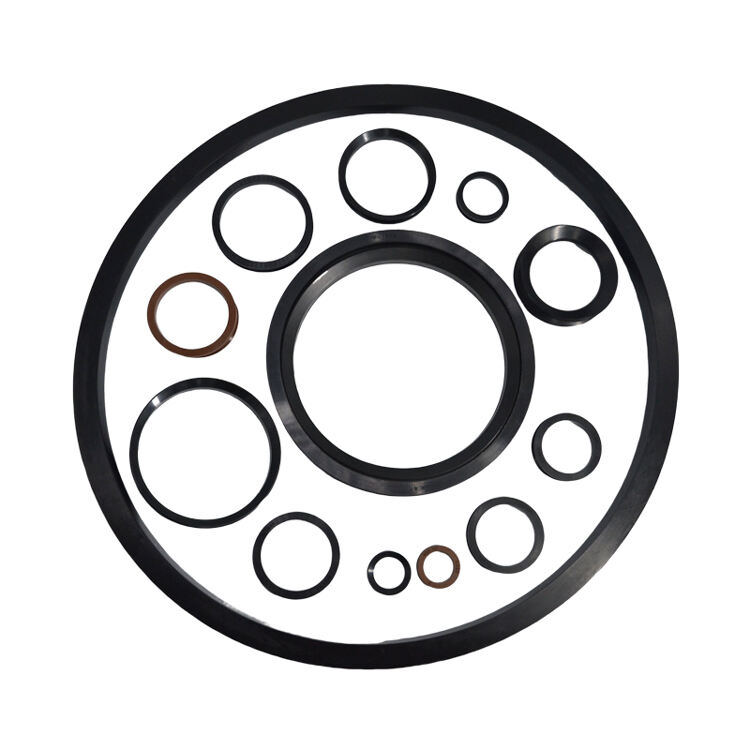
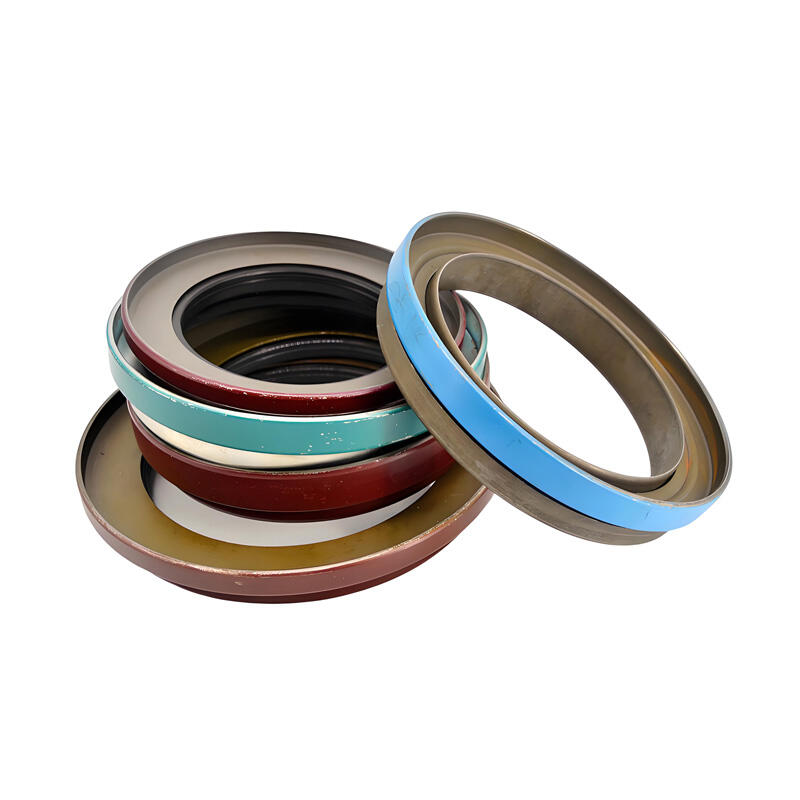
rubber seal ring
A rubber seal ring is a critical component designed to prevent leakage and maintain pressure in various mechanical systems and industrial applications. These versatile sealing solutions are manufactured from high-quality elastomeric materials, engineered to withstand diverse environmental conditions and operational demands. The primary function of a rubber seal ring is to create an impermeable barrier between two surfaces, effectively containing fluids, gases, or pressure within a system while preventing external contamination. These rings are precisely engineered with specific dimensions, durometer ratings, and material compositions to ensure optimal performance across different applications. Modern rubber seal rings incorporate advanced polymer technology that enhances their resistance to temperature extremes, chemical exposure, and mechanical stress. They are widely utilized in automotive systems, hydraulic equipment, plumbing fixtures, industrial machinery, and various fluid handling applications. The design features include carefully calculated compression ratios, surface finish requirements, and groove specifications that work together to maintain seal integrity throughout the product's service life.