industrial o rings
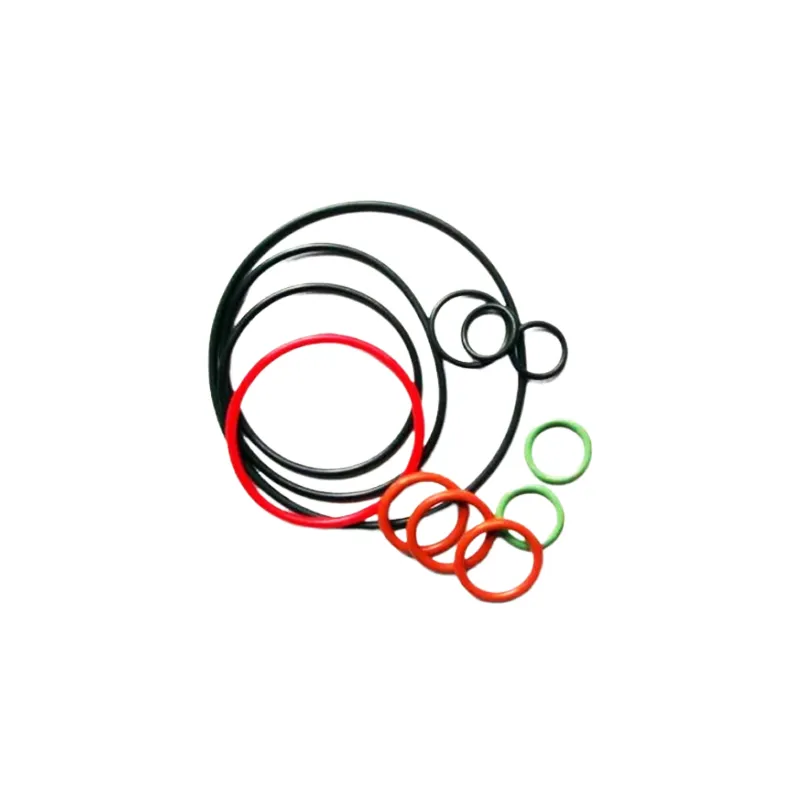
Industrial o rings represent one of the most essential sealing components in modern manufacturing and engineering applications. These circular elastomeric seals are designed to prevent fluid leakage between two or more parts, creating reliable barriers that maintain system integrity across countless industrial processes. The fundamental design of industrial o rings consists of a torus-shaped cross-section that sits within specifically machined grooves, where compression forces create effective sealing action. Manufacturing processes for these critical components involve precision molding techniques using various elastomeric materials, including nitrile rubber, fluorocarbon compounds, silicone, and specialized polymers. Each material selection depends on specific operating conditions such as temperature ranges, chemical compatibility, and pressure requirements. The technological features of industrial o rings include precise dimensional tolerances, consistent material properties, and engineered surface finishes that ensure optimal performance. Quality control measures during production guarantee that each seal meets strict specifications for hardness, tensile strength, and elongation properties. Industrial o rings find extensive applications across diverse sectors including automotive manufacturing, aerospace systems, hydraulic machinery, pneumatic equipment, chemical processing plants, and food production facilities. In automotive applications, these seals protect critical engine components, transmission systems, and brake assemblies from contamination while maintaining proper fluid pressures. Aerospace industries rely on industrial o rings for fuel systems, landing gear mechanisms, and cabin pressurization systems where failure is not an option. Chemical processing facilities utilize specialized o rings that resist aggressive chemicals and extreme temperatures, ensuring safe operations and preventing environmental contamination. The versatility of industrial o rings extends to medical equipment, where biocompatible materials ensure patient safety while maintaining sterile conditions. Modern manufacturing techniques enable custom sizing and material formulations, allowing engineers to specify exact requirements for unique applications and challenging operating environments.