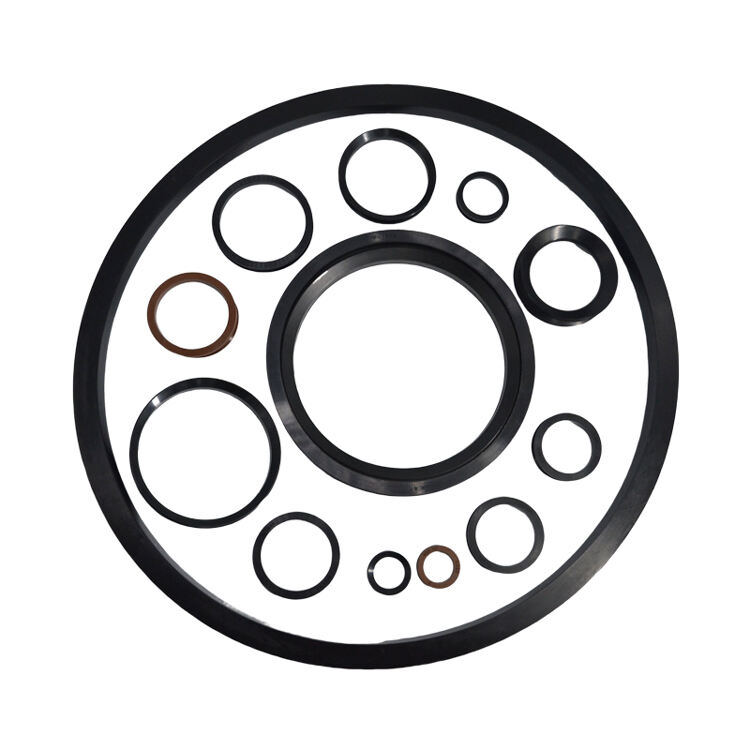
rubber sealing ring
A rubber sealing ring represents one of the most essential components in modern engineering and manufacturing applications. This circular gasket, crafted from various rubber compounds, serves as a critical barrier that prevents fluid leakage and contamination between mechanical parts. The rubber sealing ring functions by creating a secure seal when compressed between two surfaces, effectively blocking the passage of liquids, gases, or other substances. The primary function of a rubber sealing ring involves maintaining pressure differentials across connected components while preventing unwanted material transfer. These sealing solutions operate through compression deformation, where the elastic properties of rubber allow the ring to conform to surface irregularities and maintain contact pressure. The technological features of rubber sealing rings include exceptional flexibility, chemical resistance, temperature stability, and durability under various operating conditions. Manufacturing processes utilize specialized rubber compounds such as nitrile, silicone, EPDM, and fluorocarbon materials, each offering unique performance characteristics. The rubber sealing ring design incorporates precise dimensional tolerances and cross-sectional geometries optimized for specific applications. Advanced manufacturing techniques ensure consistent quality and performance reliability across different operating environments. Applications for rubber sealing rings span numerous industries including automotive, aerospace, hydraulic systems, pneumatic equipment, plumbing, medical devices, and industrial machinery. These versatile components find use in engines, pumps, valves, cylinders, and countless other mechanical assemblies requiring reliable sealing performance. The rubber sealing ring proves indispensable in applications where preventing contamination, maintaining pressure, or controlling fluid flow remains critical for system functionality and safety.