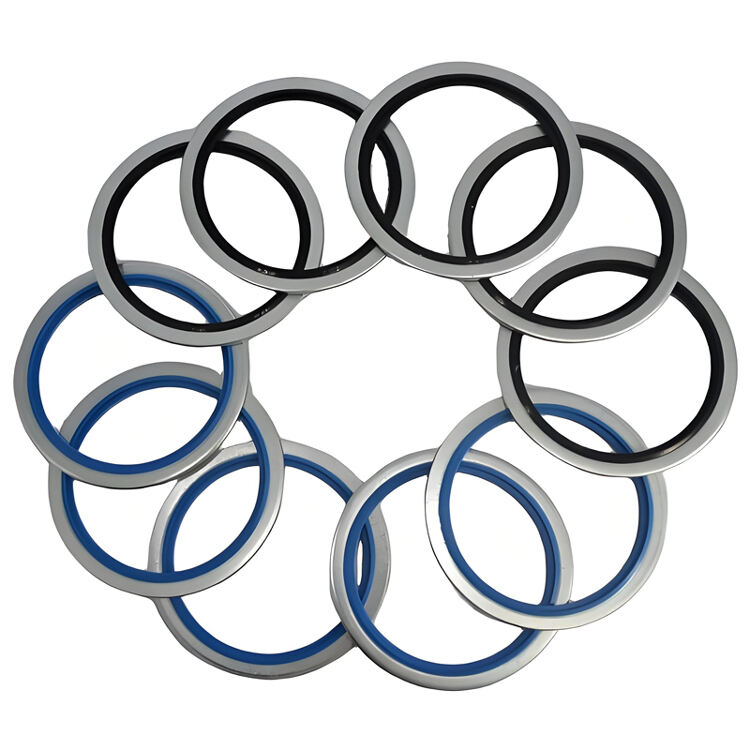
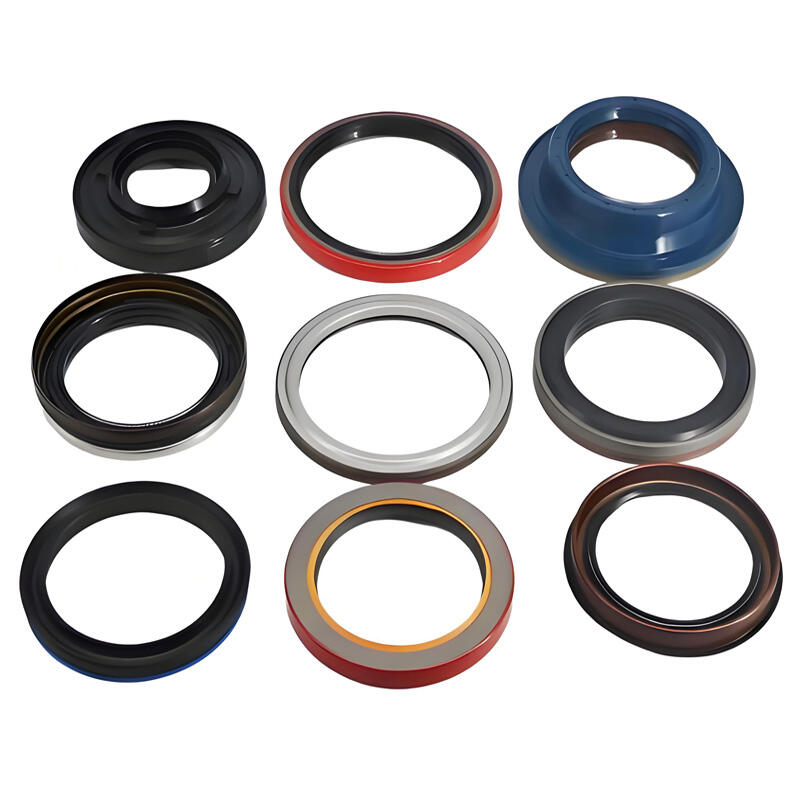
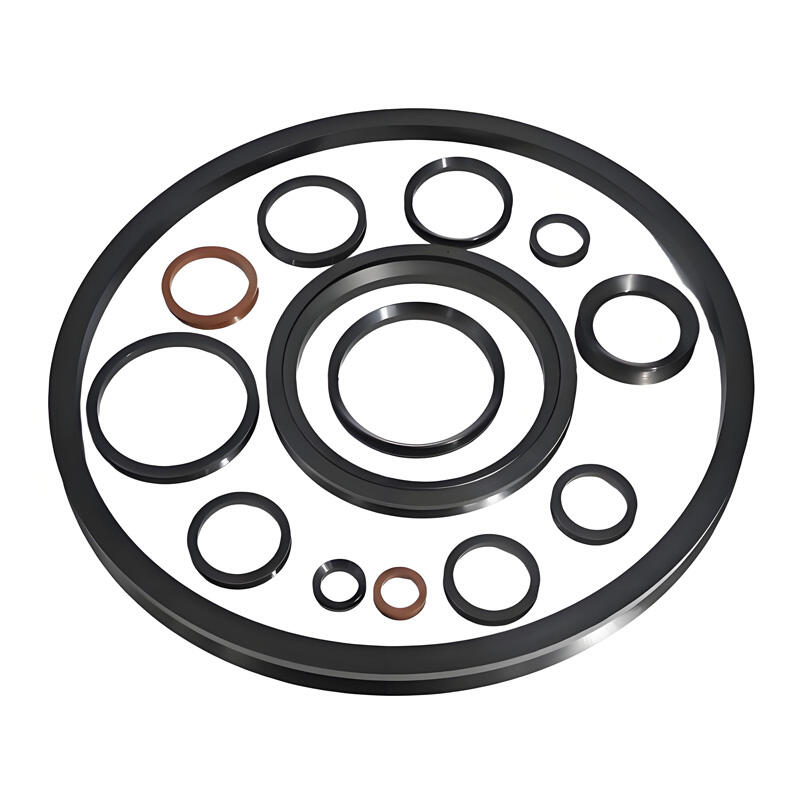
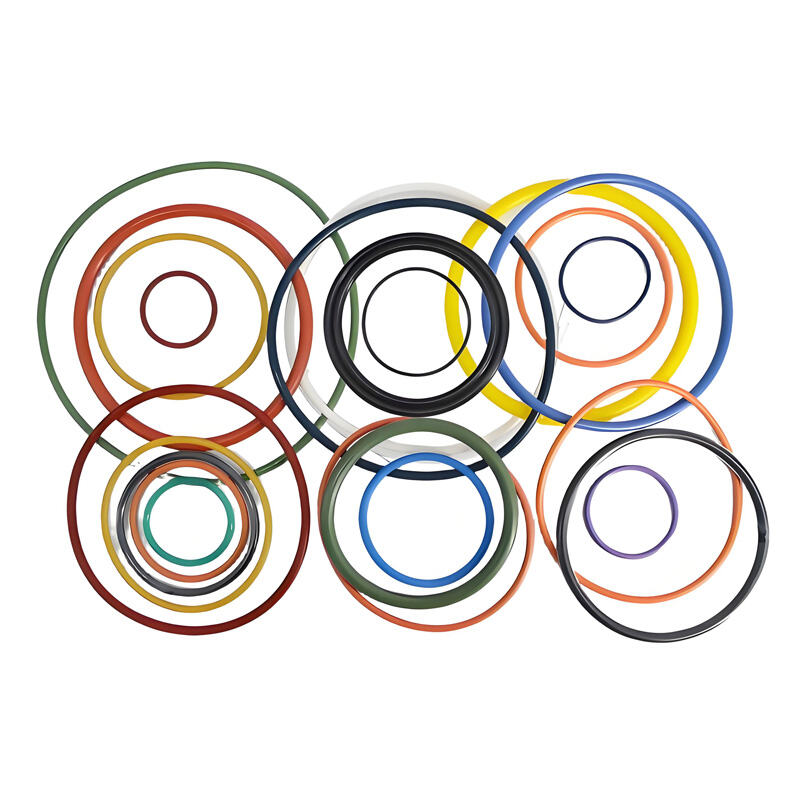
oil seal rubber
Oil seal rubber represents a critical component in modern industrial machinery and automotive systems, designed to prevent the leakage of lubricants while maintaining optimal operating conditions. These specialized sealing elements function as barriers between moving and stationary parts, ensuring that essential fluids remain contained within their designated spaces. The primary purpose of oil seal rubber involves creating an effective seal around rotating shafts, preventing contamination from external elements while retaining vital lubricating oils. This dual functionality makes oil seal rubber indispensable across numerous industrial applications where reliability and performance are paramount. The technological design of oil seal rubber incorporates advanced elastomeric materials that exhibit exceptional resistance to temperature fluctuations, chemical exposure, and mechanical wear. Modern manufacturing processes utilize synthetic rubber compounds that deliver superior durability compared to traditional materials. These compounds are carefully formulated to withstand extreme operating environments while maintaining their sealing properties over extended periods. The construction typically features a metal case that provides structural integrity, combined with a flexible rubber element that conforms to shaft irregularities. This hybrid design ensures consistent contact pressure and optimal sealing performance. Applications for oil seal rubber span multiple industries, including automotive transmissions, hydraulic systems, pumps, compressors, and heavy machinery. In automotive applications, oil seal rubber components protect engine components, transmission systems, and differential assemblies from fluid loss and contamination. Industrial machinery relies on these seals to maintain proper lubrication in bearings, gearboxes, and rotating equipment. The versatility of oil seal rubber makes it suitable for both low-speed and high-speed applications, with specialized formulations available for specific operating conditions. Quality oil seal rubber products undergo rigorous testing to ensure compliance with industry standards and performance specifications, guaranteeing reliable operation in demanding environments.