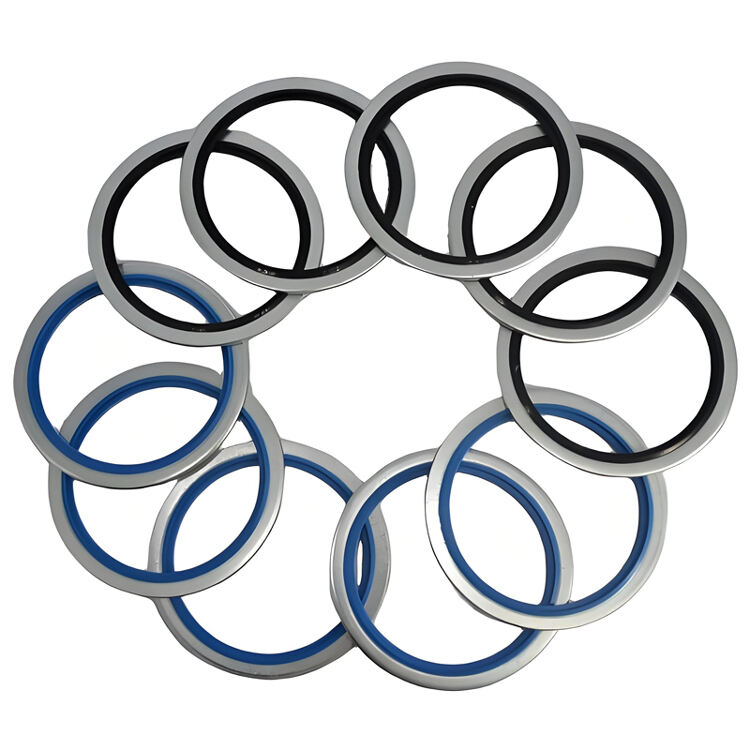
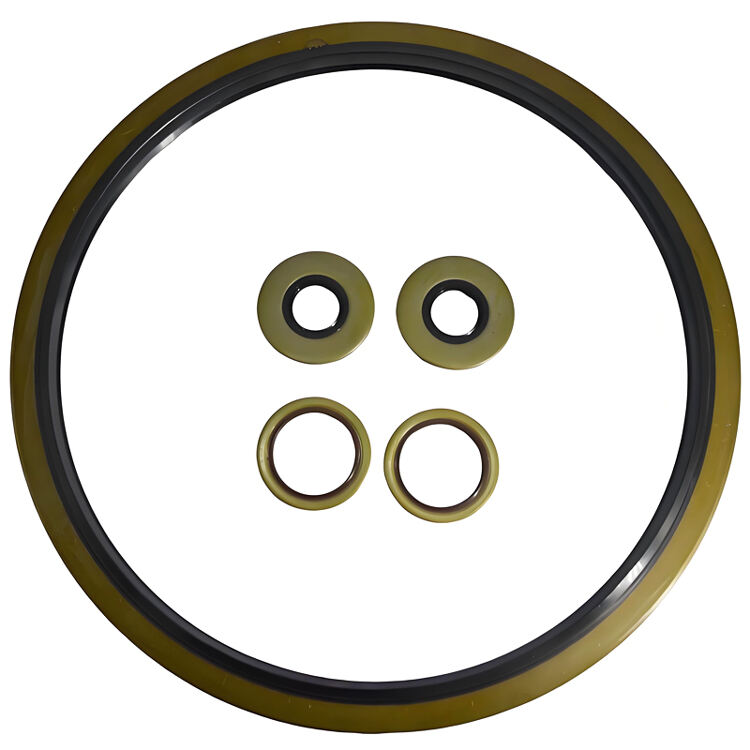
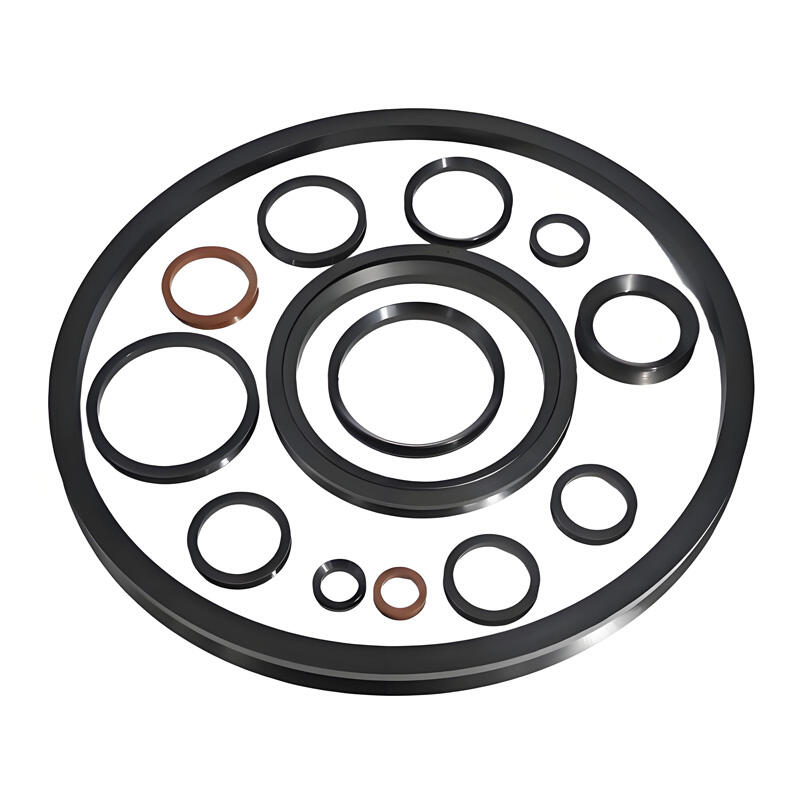
industrial sealing ring
Industrial sealing ring technology represents a critical component in modern manufacturing and engineering applications, serving as the backbone for maintaining operational integrity across diverse mechanical systems. These specialized components function as barriers that prevent fluid leakage, contamination ingress, and pressure loss in various industrial equipment. The fundamental purpose of an industrial sealing ring extends beyond simple containment, encompassing pressure management, temperature resistance, and chemical compatibility to ensure optimal performance in demanding environments. Manufacturing processes employ advanced elastomeric compounds, metals, and composite materials to create sealing solutions that withstand extreme operating conditions. The technological sophistication of modern industrial sealing ring designs incorporates precision engineering principles, computer-aided modeling, and material science innovations to deliver superior sealing performance. These components find essential applications in automotive engines, hydraulic systems, pneumatic equipment, chemical processing plants, oil refineries, aerospace machinery, marine vessels, and food processing facilities. The versatility of industrial sealing ring applications demonstrates their importance across multiple sectors, from heavy machinery operations to delicate precision instruments. Engineering teams rely on these sealing solutions to maintain system efficiency, reduce maintenance costs, and extend equipment lifespan. The design specifications of each industrial sealing ring must account for operational parameters including temperature ranges, pressure differentials, fluid compatibility, surface finishes, and dynamic movement requirements. Quality manufacturing standards ensure consistent performance characteristics, dimensional accuracy, and material durability to meet stringent industry requirements. Advanced testing protocols validate sealing effectiveness under simulated operating conditions, providing confidence in real-world applications. The evolution of industrial sealing ring technology continues to address emerging challenges in sustainable manufacturing, environmental protection, and energy efficiency optimization.