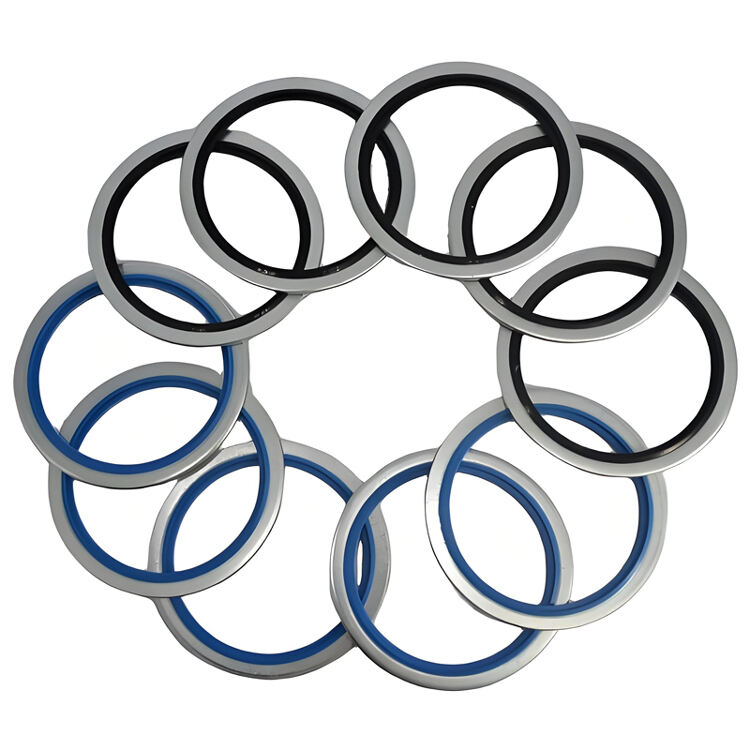
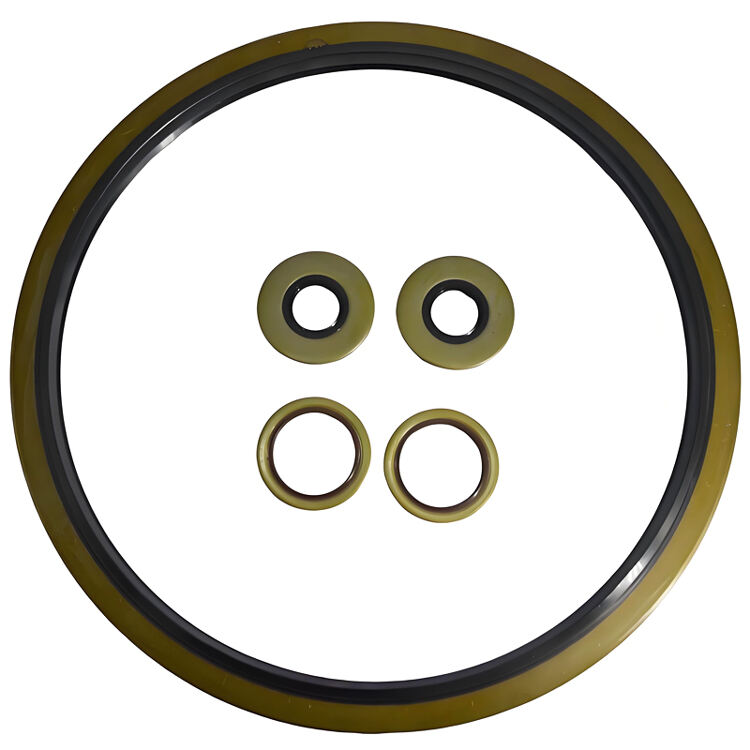
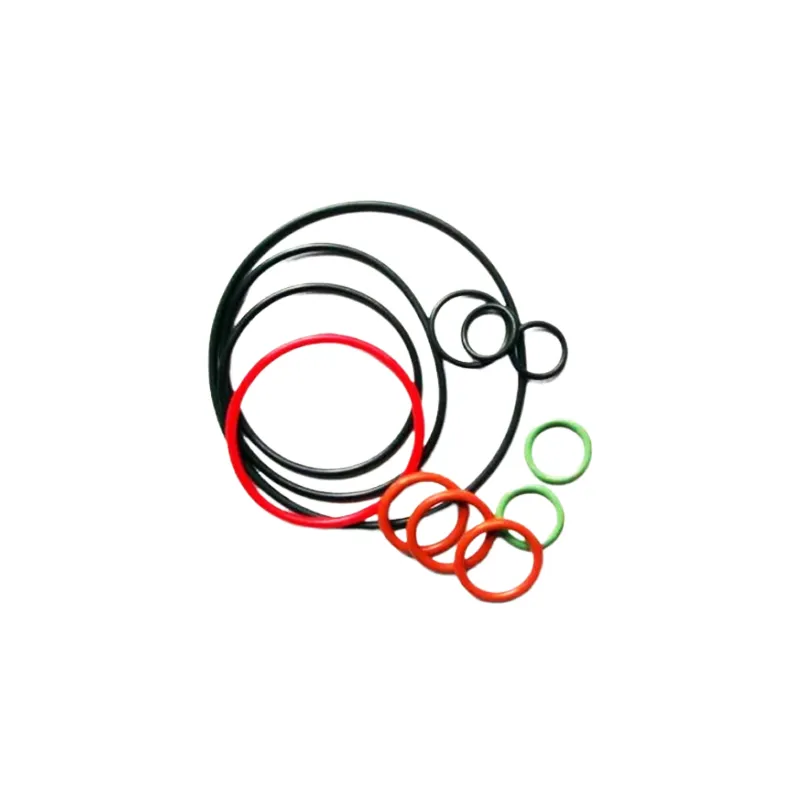
sealing rubber ring
A sealing rubber ring represents a fundamental component in modern engineering and manufacturing, designed to prevent fluid leakage between two or more mating surfaces. These versatile components create effective barriers against liquids, gases, and contaminants while maintaining system integrity across diverse operating conditions. The sealing rubber ring functions by utilizing the elastic properties of rubber materials to form tight seals when compressed between mechanical joints, flanges, or connecting surfaces. The primary function involves creating a reliable barrier that prevents unwanted substance migration while accommodating thermal expansion, vibration, and pressure variations. Technological features of sealing rubber rings include precision molding techniques that ensure consistent dimensions and surface quality. Advanced manufacturing processes enable the production of rings with specific durometer ratings, chemical resistance properties, and temperature tolerance ranges. Material selection plays a crucial role, with options including nitrile rubber for oil resistance, silicone for extreme temperatures, EPDM for weather resistance, and fluorocarbon for chemical compatibility. The design incorporates mathematical calculations for compression ratios, ensuring optimal sealing performance without excessive stress on the material. Cross-sectional profiles vary from simple O-rings to complex custom shapes, each engineered for specific sealing challenges. Applications span numerous industries including automotive systems where sealing rubber rings protect engine components, transmission assemblies, and hydraulic circuits. Aerospace applications demand rings that withstand extreme altitude changes and temperature fluctuations while maintaining seal integrity. Industrial machinery relies on these components for hydraulic systems, pneumatic equipment, and process piping. Marine environments utilize corrosion-resistant sealing rubber rings for underwater applications and saltwater exposure. Food processing industries require FDA-approved materials that resist cleaning chemicals while maintaining sanitary conditions. The versatility of sealing rubber rings extends to consumer products, plumbing fixtures, and electronic enclosures where moisture protection remains essential for proper functionality.