Comprehensive Application Versatility and Industry Solutions
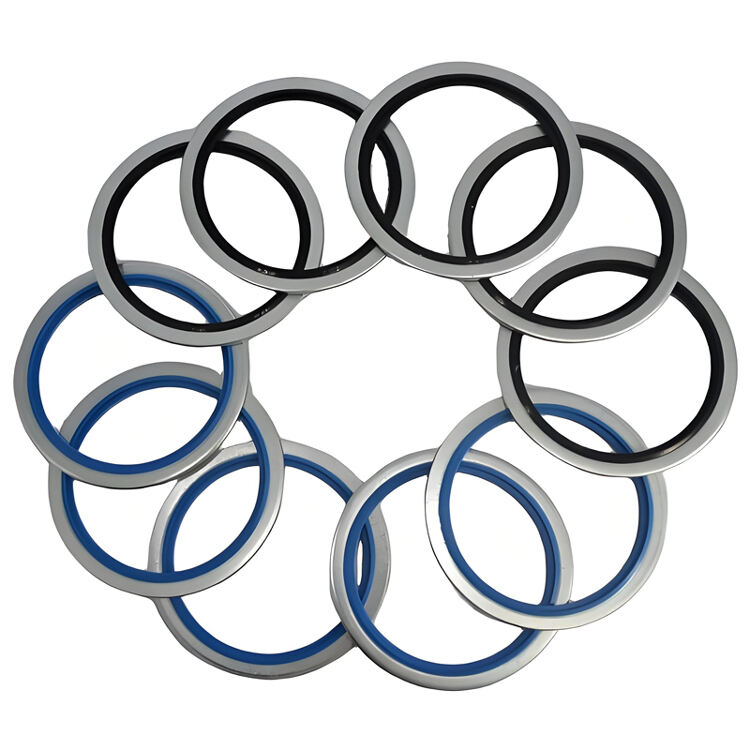
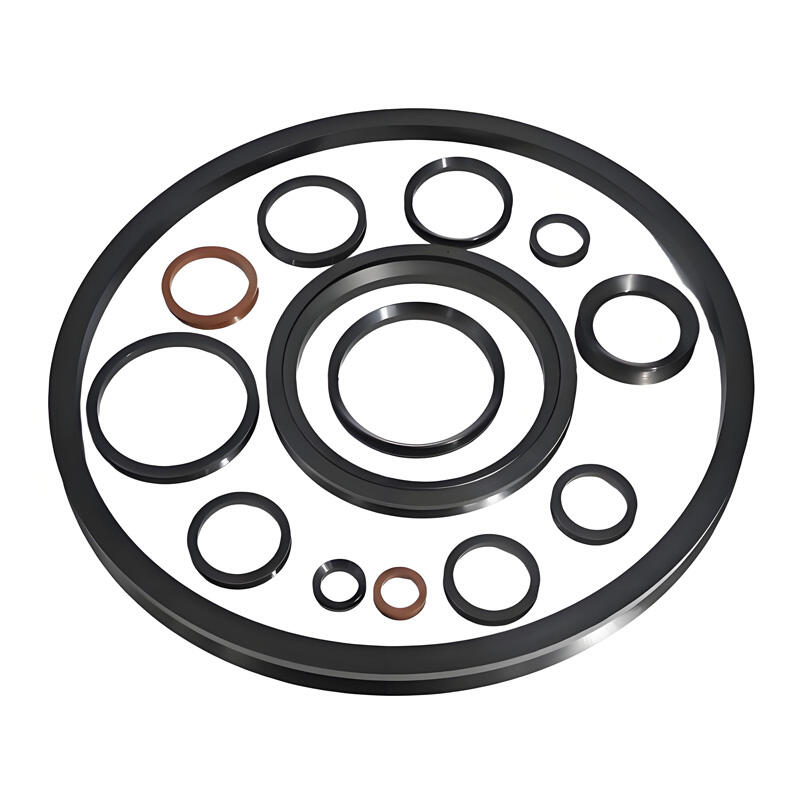
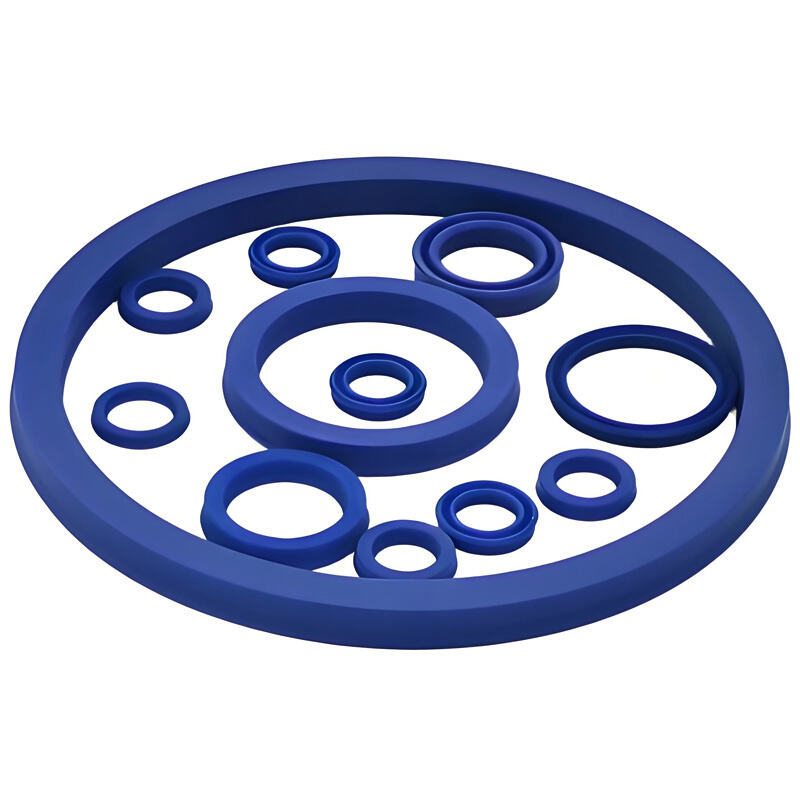
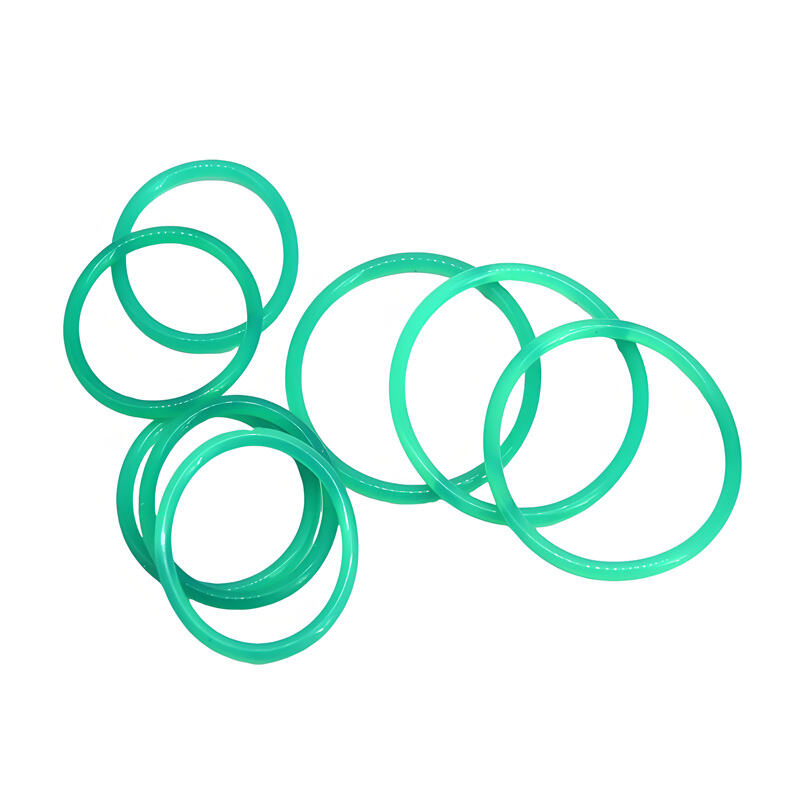
Quality oil seals demonstrate remarkable versatility across numerous industries and applications, providing reliable sealing solutions for automotive, industrial, marine, and aerospace sectors with specialized designs that address unique operational challenges and performance requirements. The comprehensive range of available configurations includes single and double lip designs, spring-loaded options, and custom geometries that accommodate diverse shaft sizes, housing configurations, and operating conditions. Automotive applications benefit from quality oil seals that protect engine components, transmission systems, differential assemblies, and steering mechanisms from contamination while maintaining proper lubrication levels under demanding driving conditions. Industrial machinery applications utilize these seals in hydraulic systems, gearboxes, pumps, and compressors where reliable containment of pressurized fluids is essential for safe and efficient operation. The marine industry relies on quality oil seals to protect propulsion systems, steering mechanisms, and deck equipment from saltwater contamination and corrosive environments that would quickly destroy inferior sealing solutions. Aerospace applications demand seals that maintain performance under extreme altitude variations, temperature fluctuations, and pressure differentials while providing long-term reliability in critical flight systems. Quality oil seals accommodate rotational speeds ranging from slow-moving construction equipment to high-speed industrial spindles, maintaining sealing effectiveness across velocity ranges that would challenge conventional sealing technologies. The application versatility extends to compatibility with various shaft materials including steel, stainless steel, ceramic, and composite materials, ensuring reliable sealing regardless of component specifications. Custom engineering capabilities enable development of specialized seals for unique applications including food processing equipment, pharmaceutical manufacturing, and clean room environments where contamination control is critical. Quality oil seals provide solutions for both dynamic and static sealing applications, offering flexibility in system design and maintenance procedures. The comprehensive industry solutions include technical support services that assist engineers in selecting optimal seal configurations for specific applications, ensuring maximum performance and cost-effectiveness. Installation guidance and maintenance recommendations help users achieve optimal seal performance and maximize service life, while troubleshooting support addresses operational challenges and optimizes system reliability. This comprehensive application versatility makes quality oil seals indispensable components across diverse industries where reliable fluid containment and equipment protection are essential for operational success.