industrial rubber seals
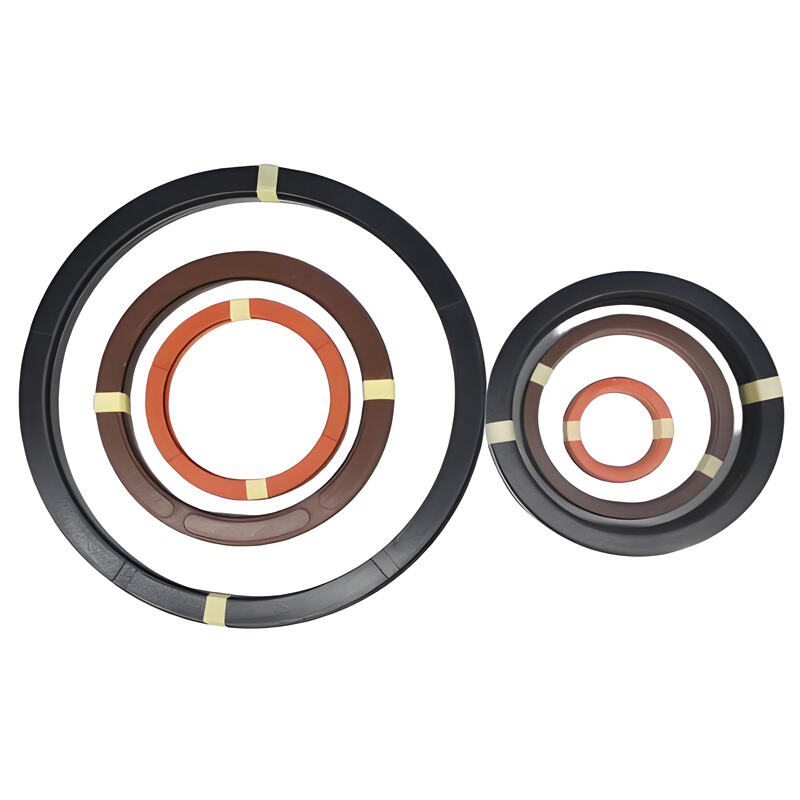
Industrial rubber seals represent a critical component in modern manufacturing and engineering applications, serving as essential barriers that prevent the unwanted passage of fluids, gases, and contaminants between different system components. These specialized sealing solutions are engineered from high-performance rubber compounds that deliver exceptional durability and reliability across diverse operational environments. The primary function of industrial rubber seals centers on creating secure, leak-proof connections between moving or stationary parts, ensuring system integrity and operational efficiency. These seals effectively contain pressurized fluids, exclude environmental contaminants, and maintain proper pressure differentials within mechanical systems. The technological sophistication of modern industrial rubber seals stems from advanced polymer chemistry and precision manufacturing techniques that enable customization for specific applications. Material formulations incorporate synthetic rubbers such as nitrile, EPDM, silicone, and fluoroelastomers, each offering distinct performance characteristics suited to particular operating conditions. Manufacturing processes utilize injection molding, compression molding, and extrusion techniques to achieve precise dimensional tolerances and consistent quality standards. These seals find extensive applications across automotive, aerospace, oil and gas, chemical processing, pharmaceutical, food and beverage, and hydraulic industries. In automotive systems, they seal engine components, transmission housings, and fluid systems. Aerospace applications demand seals that withstand extreme temperatures and pressures while maintaining reliability. Chemical processing facilities rely on chemically resistant seals that prevent hazardous material leakage. The versatility of industrial rubber seals extends to custom configurations including O-rings, gaskets, diaphragms, and molded shapes designed to meet specific dimensional and performance requirements. Quality assurance protocols ensure these seals meet stringent industry standards and regulatory compliance requirements, making them indispensable for maintaining operational safety and efficiency in critical applications.