motor oil seal
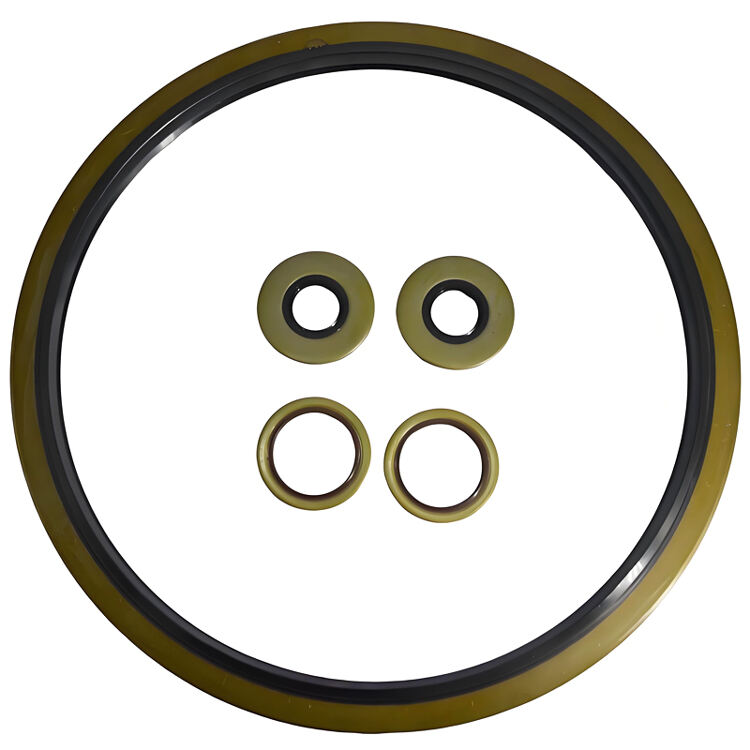
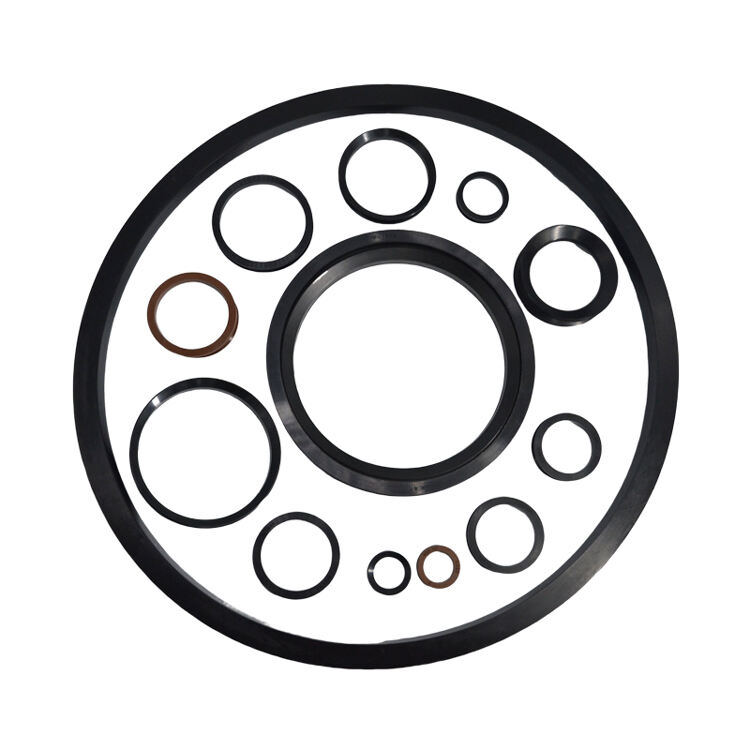
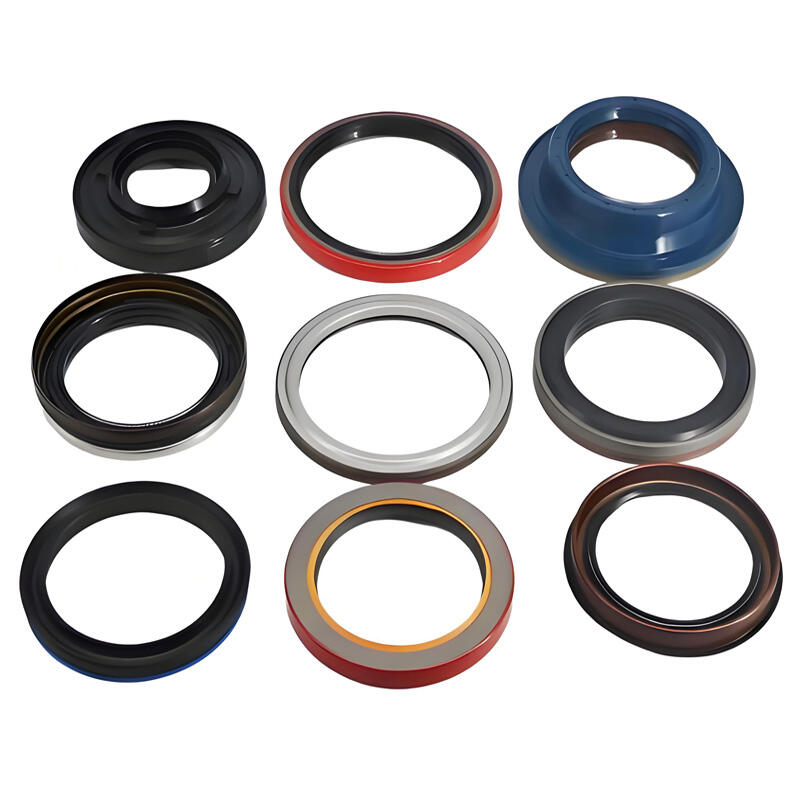
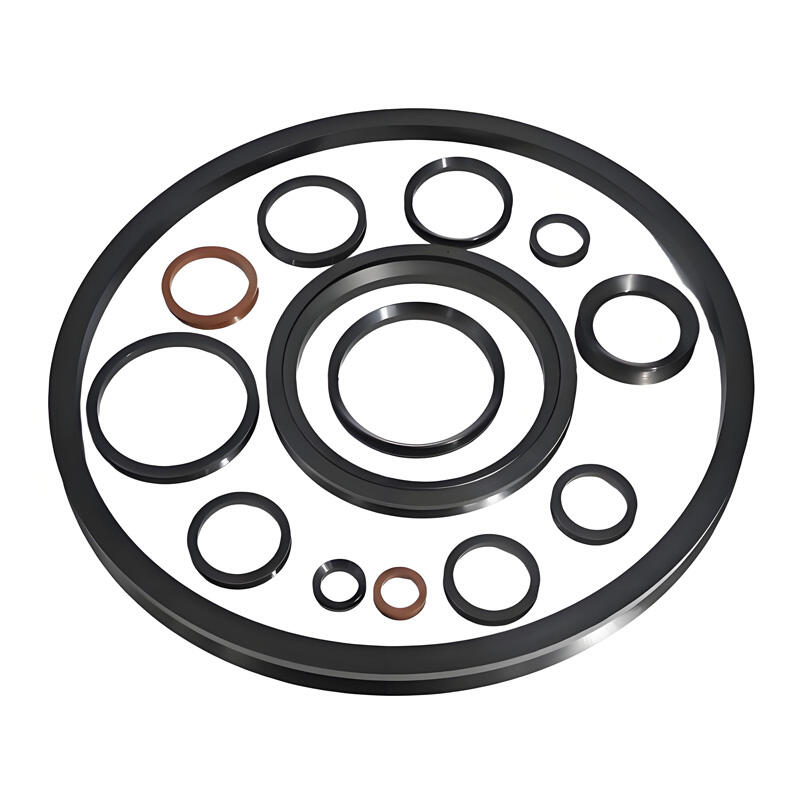
A motor oil seal represents a critical sealing component engineered to prevent lubricant leakage and contamination in automotive engines and industrial machinery. These precision-manufactured seals serve as barriers between rotating shafts and stationary housings, maintaining proper lubrication while excluding dirt, moisture, and other harmful contaminants. The motor oil seal operates through a lip seal design that creates controlled contact pressure against the rotating shaft surface, establishing an effective seal without causing excessive friction or wear. Modern motor oil seals incorporate advanced materials including nitrile rubber, fluorocarbon compounds, and specialized elastomers that withstand extreme temperatures ranging from -40°F to 300°F. The seal assembly typically consists of a metal case providing structural support, an elastomeric sealing lip that maintains contact with the shaft, and often includes a dust lip for additional protection against external contaminants. Manufacturing processes involve precision molding techniques that ensure consistent sealing lip geometry and optimal contact pressure distribution. The motor oil seal design incorporates specific features such as controlled radial force, proper lip angle geometry, and surface finish requirements that maximize sealing effectiveness while minimizing power consumption. Quality motor oil seals undergo rigorous testing including pressure resistance, temperature cycling, and durability assessments to ensure reliable performance under demanding operating conditions. Installation considerations for motor oil seals include proper shaft preparation, correct seal orientation, and appropriate installation tools to prevent damage during assembly. These sealing solutions find extensive applications across automotive transmissions, differential assemblies, engine crankshafts, hydraulic systems, and various industrial rotating equipment where fluid retention and contamination prevention remain essential for operational reliability and component longevity.