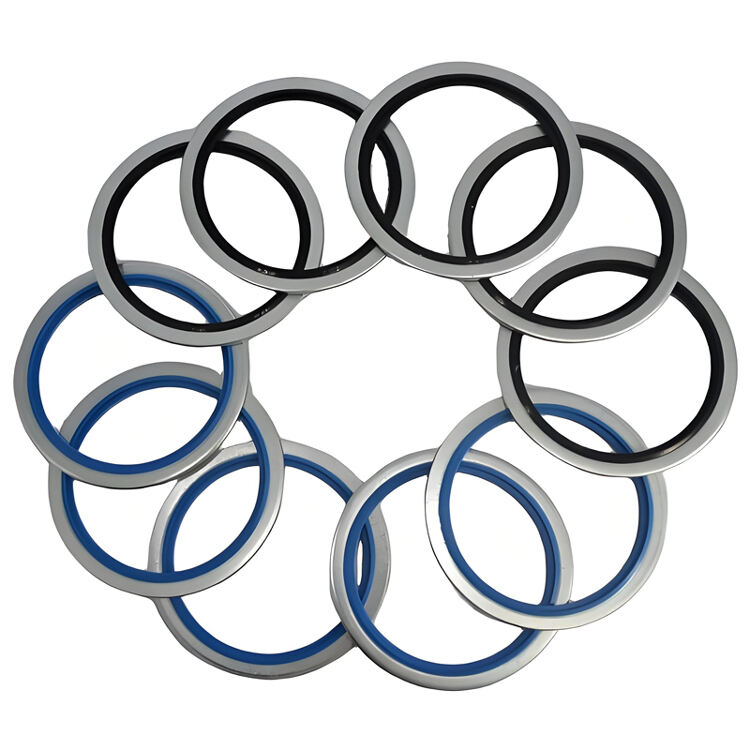
Birləşdirilmiş sıxlama, metal çərçivəni rezinlə birləşdirərək boltlarda, rezbsli birləşmələrdə və boru armaturunda sabit üz sızdırmazlığı təmin edir. Xüsusilə mexaniki mühəndislik, hidravlik və pnevmatik sistemlər və neft-qaz tətbiqləri üçün əlverişlidir. Montajı sadədir, birbaşa sıxma əməliyyatı ilə sıxlama yaradır və nisbətən aşağı səth emal keyfiyyətini tələb edir. Məhdud sahələrdə tez bir zamanda etibarlı sıxlama yaradır, dayanma vaxtını və təmiri minimuma endirir.
Quruluş və Materiallar: Kiçik Quruluş, Böyük Ölçülər
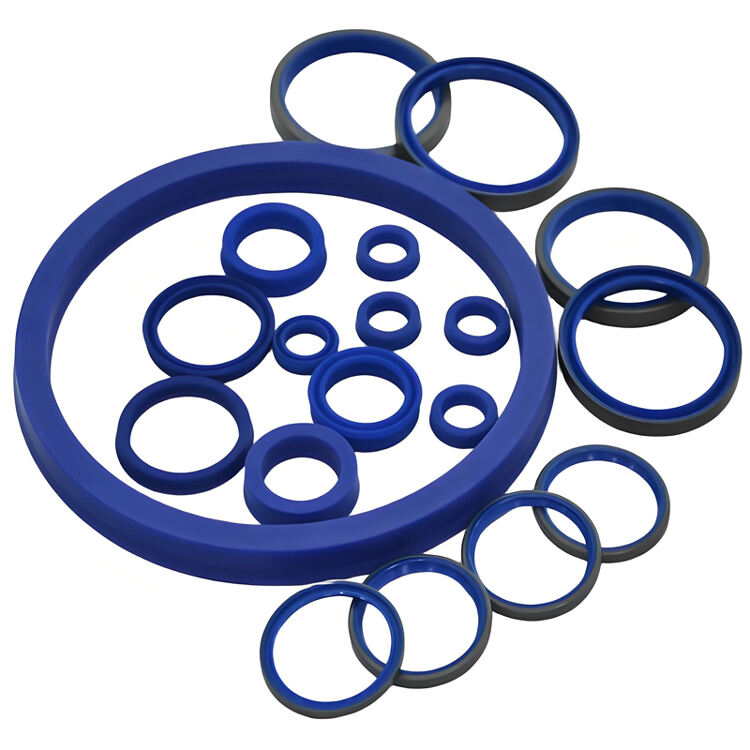
· İki hissədən təşkil olunur: metal xarici halqa (adətən karbon poladı və ya paslanmayan polad) və elastomer sıxlıq yaradan dodaq (adətən NBR) daxili halqa. Kauçuk istiliyə və təzyiqə davamlı olaraq metal səthə vulkanizə olunur, yerindən çıxma və sıxışdırılmanı qarşısını alır.
· Özünü mərkəzləşdirən və özünü mərkəzləşdirən: Bəzi modellər montaj zamanı avtomatik mərkəzləşdirmə üçün daxili diametr üzərində istiqamətləndirici flanşla təchiz olunmuşdur, bu da "özünü mərkəzləşdirən birləşmiş sıxlıq yaradan qurğulara" aiddir. Daha çevik montaj sahələri və standart olmayan konfiqurasiyalar üçün özünü mərkəzləşdirən olmayan versiyalar da mövcuddur.
Material seçimləri:
· Metal halqalar: Karbon polad, sinklə örtülü/fosfatlanmış, 304/316 paslanmayan polad; xüsusi ərintilər istəyə əsasən tənzimlənə bilər.
· Elastomerlər: NBR (yağ davamlı, ümumi istifadə), FKM (yüksək temperatur davamlı, kimyəvi maddələrə davamlı).
· Səth emalı: Qalvanik örtük, Dakromet, fosfatlama, nikellə örtük və s., korroziyaya davamlılığı artırmaq və hamar montaj üçün.
Təzyiq, Temperatur və Sıxlıq Yaradan Mexanizm
· Sıxlama mexanizmi: Sıxlama qüvvəsi iki sıxlama səthi arasında rezin labiumun nəzarətli sıxılmasına səbəb olur. Metal halqa rezinin yan tərəfə axınını məhdudlaşdırır və sıradan çıxmağa qarşı dəstək göstərir, onu sadə rezin paronlardan daha yüksək təzyiqə və sıxılmaya davamlı edir.
· Təzyiq reytinqi: Standart dizayn adətən orta və yüksək təzyiqli statik sıxlama üçün uygundur, yayılmış hidravlik birləşmələr statik təzyiqi MPanın onluqlarına çata bilər. Gücləndirilmiş və ya qalın divarlı metal halqa dizaynları təzyiqə davamlılığı daha da artırabilir. Həqiqi yuxarı hədd ölçülərdən, materialdan və səth emalından asılıdır və iş şərtlərinə əsasən təsdiq edilməlidir.
· Temperatur diapazonu (tipik qiymətlər, formalaşmadan asılıdır): NBR təxminən -40-dan 125°C-ə qədər; FKM təxminən -20-dan 250°C-ə qədər. Temperatur yuxarı həddə nə qədər yaxın olarsa, uzun müddətli sıxılma həddinə və mühit uyğunluğuna bir o qədər diqqət yetirilməlidir.
· O-şlyoxlarla müqayisədə: yapışdırılmış qəhvələr metal quraşdırmaq üçün quraşdırılmış dayaq nöqtələri və rezin saxlama xüsusiyyətlərinə malikdir, qrova emalına və qəhvə oyuğunun həndəsəsinə daha az asılıdır və montaj edilməsinə daha çox həssasdır. Onlar başlıq, daxili və xarici rezьbalar və qıfıllar kimi son üzlü sıxlama tətbiqləri üçün uyğundur.

Tətbiq olunan Tətbiqlər və Sənayelər
· Tipik Qoşulmalar: Bolt/stok son üzlü sıxlama, BSP, NPT, Metrik və SAE rezьba birləşmələri üçün çiyin qəhvələri, flanş köməkçi sıxlama, qıfıllar və sensor quraşdırma yerləri.
· Kritik İşəgötürmə Şəraiti: Yüksək təzyiqli sıxlama, termik dövrləmə, neft və kimyəvi mühitlərlə təmas, vibrasiya və mikro yer dəyişdirməyə məruz qalan montaj nöqtələri.
Sənayelər və Avadanlıqlar (yapışdırılmış qəhvə ilə yüksək uyğunluq):
· Nasoslarda, mühərriklərdə, transmissiyalarda, yağlama sistemlərində
· Hidravlik və pnevmatik sistemlərdə, tikinti maşınlarında və kənd təsərrüfatı maşınlarında
· Neft və qaz hasilatı və nəqliyyatı, kimyəvi və metalurji avadanlıqlar, energetika sektoru (külək turbinlərinin qondarma hissələri və hidravlik düymə/pərakəndə sistemləri də daxil olmaqla)
· Təmizləyici təchizat, dəniz/offşor qoşulmaları və ağır yük maşınları və avtomobil şasaları üçün hidravlik modullar
Sənaye maşınlarında hidravlik hərəkət mexanizmləri, robot qolları və bəzi sənaye robotlarında tez-tez daxili və ya boltla birləşmələr və yüksək təzyiqli sıxlıqlar tələb olunur. yapışdırılmış sıxlıqlar montaj səmərəliliyini və sıxlıq ömrünü artırmaq üçün "bərkit və sıx" yanaşması təklif edir.
NQKSF Brendi və Xidmət: Sıxlıq detallarına diqqət
NQKSF 30 ildən çox müddətdir neft sıxlığı və O-halqa sənayesinə ciddi şəkildə ISO 9001 və TS16949 standartlarına əməl edərək və inteqrasiya edilmiş R&D, istehsal və keyfiyyət nəzarəti imkanlarını inkişaf etdirərək dərinləşib.
Xidmət İmkanları:
· Müəyyən hissələr anbarda mövcuddur və təcili təhvil verilə bilər: On minlərlə növ O-ring, yağ sıxlıq elementləri və digər ehtiyat hissələr üçün kifayət qədər anbar ehtiyatı mövcuddur və avəriya hallarında və ehtiyat hissələrinin yenilənməsi üçün uyğundur.
· Fərdiləşdirilmiş, tam xidmət: Material seçimi, konstruksiya optimallaşdırılması, örtük və fərdi ölçülərdən nümunə testinə qədər bütün mərhələlərdə tətbiqinizə uyğun həll yolları təqdim edirik.
· Texniki dəstək: Sıxma sistemləri üçün 30 ildən artıq sənaye təcrübəsindən istifadə edərək hidravlik/pnevmatik sistemlər üçün sıxlıq konstruksiyalarını optimallaşdırırıq, bu da texniki xidmət xərclərinin azalmasına və etibarlılığın artırılmasına kömək edir.
Şirkətin xüsusiyyətləri:
· Fiziki olaraq inşa edilmiş intellektual istehsal zavodu; sıxlıq sənayesinə dərin şəkildə bəslənmiş brend
· Geniş model çeşidi və kifayət qədər anbar ehtiyatı
· Dünyanın 80-dən artıq ölkəsinə satılır
· Dünya çapında tanınmış brendlərlə əməkdaşlıq
· Vilayət Səviyyəli Texnoloji İnkişaf Mərkəzi, İxtisaslaşmış və Yeni Müəssisə, Ali Texnologiyalı Müəssisə
· Xüsusi Sənaye Qüllələrində Lider
Seçmə və Quraşdırma Üçün Əsas Məqamlar
· Materialın Seçilməsi: Elastomerin mühit və temperatur ilə uyğunluğunu təmin etmək vacibdir, sonra isə metal halqanın korroziya müqaviməti və möhkəmliyinə diqqət yetirilməlidir. Uzun müddətli olaraq dəniz mühitində istifadə üçün növlər arasında paslanmayan polad üstünlük təşkil edir.
· Ölçülər: Bolt/thread omuzuna uyğun daxili və xarici diametr seçilməlidir. Öz-özünə mərkəzləşən konstruksiya quraşdırma səmərəliliyini və eyni mərkəzliyini artırır.
· Səth və Əvvəlcədən Gərginlik: Sıxlama səthi müstəvi olmalı və səthin qeyri-bərabərliyi Ra 1.6 μm-dən çox olmamalıdır. Qeyri-lazımi yüklənməni və rezinin sıxılmasını qarşısını almaq üçün bolt sinfinə və yağlama şəraitinə uyğun moment tətbiq edilməlidir.
· Təkrar İstifadə: Bu, "vizual yoxlama" tələb edən sarf materialıdır. Xəttlər, çöküntülər və yaşlanma baş verərsə, onun dəyişdirilməsi lazımdır.
· Təzyiq Testi və Tənzimləmə: İlk quraşdırma zamanı təzyiqi mərhələli olaraq artırmaq və sızma yoxlamalarını təkrar etmək tövsiyə olunur. İstilik dövrlərindən sonra yenidən sıxmaq uzunmüddətli sabitliyi artırır.
Birgə sıxlama seriyası, "yüksək təzyiqli kranların sıxlaması necə həyata keçirilir?" problemi ilə qarşılaşan yaşlı mühəndislər üçün sadə, lakin mühit dostu həll yaradıb. Bu, istehsal və montaj mürəkkəbliyini azaldır və eyni zamanda avadanlıqların modernizasiya və təmir dövrləri zamanı sıxlamanın etibarlı ehtiyatını təmin edir. Əgər siz yüksək təzyiqli rezbsli və ya boltlu birləşmələr üçün etibarlı həll axtarırsınızsa, əvvəlcə birgə sıxlama qurğusunun birləşdirilməsini nəzərdən keçirin. Əgər standart olmayan ölçülər və ya xüsusi mühit tələb olunursa, NQKSF mühəndis komandasına müraciət etmək sizə düzgün həlli daha tez tapmaqda kömək edəcək.
 Son xəbərlər
Son xəbərlər
1990-cı ildən NQKSF brendi altında faaliyyət göstərən ShanFeng Special Rubber Products Co., Ltd., qapilmiş işlər sahəsində dünya lideridir.
Copyright © 2026 ShanFeng Xüsusi Rezin Məhsulları Ko., Ltd. Bütün hüquqlar qorunur. Məxfilik Siyasəti